1 февраля 2019
Детали эксцентрика выполнены из литой стали и могут содержать внутренние дефекты. Само оборудование подвержено чрезвычайно интенсивным нагрузкам и требуется высокая чувствительность при выявлении дефектов основного и напавленного металла.
Тестовый контроль образца был проведен с применением дефектоскопа АВГУР-АРТ, поддерживающего технологию ФАР и ЦФА, а также дефектоскопа АВГУР-Т, поддерживающего технологию TOFD.

Настроечный образец представляет собой плоский блок со сварным швом толщиной 50 мм с V-образной разделкой с внесёнными в него искусственными отражателями в виде боковых цилиндрических сверлений диаметром 3 мм.
Показан результат контроля со стороны трещины с наложением изображения дефектов на фотографию образца.
Хорошо выявляется геометрия трещины и видно затенение части отверстий. За счет сплошной фокусировки качество изображения выше, чем при использовании режима ФР.

Были подобраны различные схемы контроля при использовании частот от 2,5 до 10 МГц для различных углов ввода.
На рисунке ниже приведен характерный пример,изображения TOFD, полученного при сканировании по образцу сканером ПАУК.




2.ФАР и ЦФА методы, применяемые в системе АВГУР-АРТ, позволяют выявить дефекты в данном типе швов и околошовной зоне даже при одностороннем доступе с использованием двух- трех сканирований с разными расстояниями до центра шва.
3. Метод ЦФА позволил отчётливо выявить горизонтальный плоскостной дефект в основном металле с и получить изображение с более высоким разрешением.
4.Метод TOFD, используемый в системе АВГУР-T, позволил выявить все отражатели, но из-за присутствия экранирующего отражателя (горизонтальной трещины) в образце на изображении присутствуют «ложные» сигналы.
Ультразвуковой контроль сварного соединения эксцентрика
Объект контроля
Лаборатория по применению оборудования ООО "НПЦ "ЭХО+" провела демонстрационный контроль образца сварного соединения эксцентрика насоса буровой установки.Детали эксцентрика выполнены из литой стали и могут содержать внутренние дефекты. Само оборудование подвержено чрезвычайно интенсивным нагрузкам и требуется высокая чувствительность при выявлении дефектов основного и напавленного металла.
Технология контроля
Тестовый контроль образца был проведен с применением дефектоскопа АВГУР-АРТ, поддерживающего технологию ФАР и ЦФА, а также дефектоскопа АВГУР-Т, поддерживающего технологию TOFD.
Настроечный образец представляет собой плоский блок со сварным швом толщиной 50 мм с V-образной разделкой с внесёнными в него искусственными отражателями в виде боковых цилиндрических сверлений диаметром 3 мм.
Образец был изготовлен из заготовки с горизонтальной трещиной, которая видна в литом металле и образовалась при экспериментировании с термообработкой после сварки.
Шов сварен на подкладном кольце.

Результаты контроля в режиме ФАР
Ниже показаны результаты выявления отражателей в режиме ФР, работающей на продольной волне.
Визуализируется также донная поверхностью.
На рисунке ниже показан результат контроля с противоположной стороны. Видно что часть отверстий и дно затенены трещиной.

Результаты контроля в режиме ЦФА
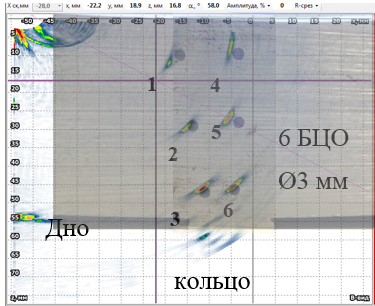
Показан результат контроля со стороны трещины с наложением изображения дефектов на фотографию образца.
Хорошо выявляется геометрия трещины и видно затенение части отверстий. За счет сплошной фокусировки качество изображения выше, чем при использовании режима ФР.
Результаты контроля в режиме TOFD
Были подобраны различные схемы контроля при использовании частот от 2,5 до 10 МГц для различных углов ввода.
На рисунке ниже приведен характерный пример,изображения TOFD, полученного при сканировании по образцу сканером ПАУК.
Сканер, установленный на объект



Выводы
1.Системы АУЗК АВГУР-АРТ и АВГУР-T могут быть применены для контроля сварных соединений эксцентрика с использованием предложенных методов.2.ФАР и ЦФА методы, применяемые в системе АВГУР-АРТ, позволяют выявить дефекты в данном типе швов и околошовной зоне даже при одностороннем доступе с использованием двух- трех сканирований с разными расстояниями до центра шва.
3. Метод ЦФА позволил отчётливо выявить горизонтальный плоскостной дефект в основном металле с и получить изображение с более высоким разрешением.
4.Метод TOFD, используемый в системе АВГУР-T, позволил выявить все отражатели, но из-за присутствия экранирующего отражателя (горизонтальной трещины) в образце на изображении присутствуют «ложные» сигналы.