АВГУР-Т
Система автоматизированного ультразвукового контроля аустенитных и перлитных сварных соединений большой толщины с применением традиционных ультразвуковых преобразователей и технологии TOFD
Система АВГУР-Т с возможностью подключения до восьми пар ультразвуковых пьезоэлектрических преобразователей и дифракционно-временного метода контроля (TOFD).
Система успешно прошла испытания в АО «Концерн Росэнергоатом», ПАО «Газпром», АО «НИИХИММАШ».

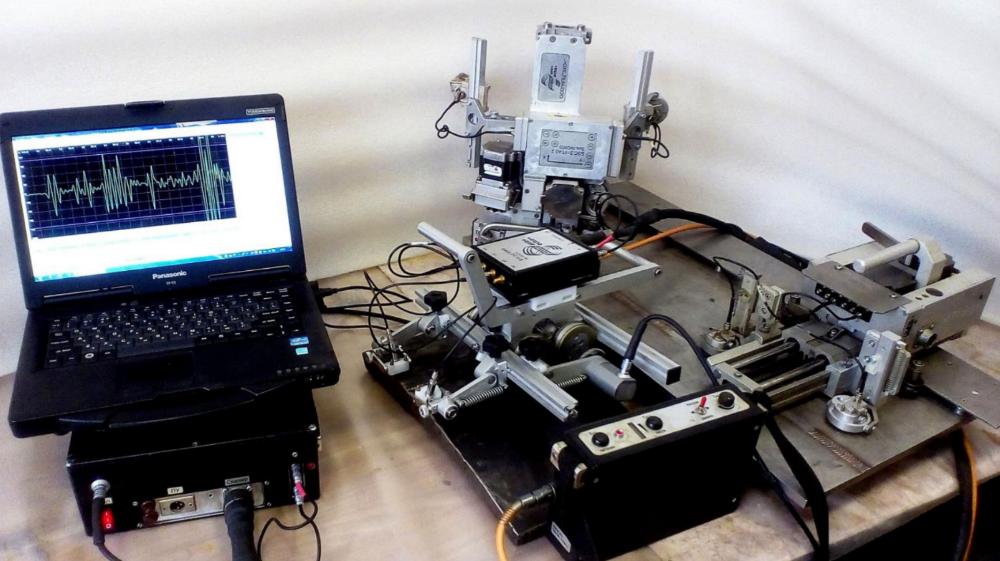
Системный блок АВГУР-Т с управляющим компьютером и сканирующими устройствами
Уникальные особенности системы АВГУР-Т
- Автоматизированный УЗК
- До 14 независимых каналов
- Без вентилятора
- Защита IP54
- Скорость контроля до 80 мм/с
- Лёгкая интеграция
- Три режима работы: экспресс-режим контроля, поисковый контроль, измерительный контроль
Система АВГУР-Т обеспечивает:
- поддержку режимов акустической голографии и TOFD;
- выявление и визуализация дефектов, определение их размеров и координат;
- проведение автоматизированного контроля изделий толщиной до 500 мм;
- многофункциональную программу регистрации и анализа результатов контроля.
Разрешения на применения
- Система АВГУР-Т внесена в государственный реестр средств измерений под № 71185-18, сроком действия до 2029 года
- Система АВГУР-Т и технология проведения контроля с ее помощью внесены в Сводные реестры оборудования и аттестованных технологий, соответствующих техническим требованиям ОАО «Газпром» при выполнении работ по диагностике (в соответствии с СТО Газпром 2-3.5-046-2006).
- Временная инструкция по ультразвуковому контролю сварных соединений и основного металла тройников сварных с накладками с применением системы АВГУР-Т, утверждена в департаменте по транспортировке, подземному хранению и использованию газа ОАО «Газпром» (скачать)
- Инструкция по внутритрубному ультразвуковому контролю основного металла труб магистральных газопроводов с применением системы АВГУР-Т
- Инструкция по автоматизированному ультразвуковому контролю сварных соединений газопроводов с применением системы АВГУР-Т
- Разработан и зарегистрирован стандарт предприятия «Р Газпром 2-2.4-841-2014 Неразрушающий контроль и оценка работоспособности тройников сварных с накладками»
- Утверждена ОАО «НИИХИММАШ» «СТО 00220256-021-2012 Инструкция по автоматизированному ультразвуковому контролю стыковых сварных соединений технологических трубопроводов и химической аппаратуры из сталей аустенитного и аустенито-ферритного классов системой АВГУР-Т».

Автоматический ультразвуковой контроль (АУЗК) сварных соединений на удалении до 2-х метров
-
АУЗК сварных соединений трубопроводов диаметрами 720-1420 мм
-
Контроль сварных швов на расстоянии до 2 м (многократное отражение от стенок трубы)
-
Высокая чувствительность контроля
-
Контроль швов со сложной геометрией шва
-
Изменение азимутального угла направления акустической оси
 тройников с накладкой")
Автоматический ультразвуковой контроль (АУЗК) тройников с накладкой
- Автоматизированное сканирование вдоль и поперёк оси трубопровода зонами 120 мм на 150 мм
- Угол ввода ультразвука 70°
- Не менее трёх УЗ преобразователей с различной азимутальной ориентацией (зависит от соотношения диаметров свариваемых труб)
- Когерентная обработка (2D и 3D) для предельного повышения чувствительности и разрешающей способности

Измерительный режим работы АУЗК
- Применение когерентных методов (акустическая голография)
- Определение реальных размеров, типа и ориентации дефектов
- Определение координат залегания несплошностей
- Высокая производительность контроля
- Голографические методы получения трёхмерных изображений дефектов
- Автоматизированный контроль, документирование, автоматическое формирование заключений контроля в том числе в сварных соединениях из аустенитных материалов.
| Наименование характеристики |
Экспресс-режим контроля |
Режим поискового контроля |
Режим измерительного контроля |
| Абсолютная чувствительность | не менее 70 дБ | ||
|
Предел допускаемой абсолютной погрешности измерения отношения амплитуд сигналов на входе приёмного тракта |
не более 0,5 дБ | не более 0,5 дБ | не более 0,5 дБ |
|
Длительность временной развёртки |
не менее 1600 мкс | не менее 400 мкс | не менее 400 мкс |
| Предел допускаемой основной абсолютной погрешности измерений координат залегания и размеров дефектов в диапазоне рабочих частот 2,5 - 5 МГц | 1600 мм | 400 мм | 400 мм |
|
Полоса пропускания приёмного тракта по уровню -3 дБ |
0,6 - 10 МГц | 0,6 - 10 МГц | 0,6 - 10 МГц |
|
Диапазон регулировки амплитуды зондирующего импульса |
25 - 250 В | 25 - 250 В | 25 - 250 В |
|
Отклонение угла ввода от номинального значения для ПЭП с центральной частотой менее 2 МГц |
± 2° | ||
| Отклонение угла ввода от номинального значения для ПЭП с центральной частотой 2 МГц и более | ± 3° | ||
| Отклонение центральной частоты ПЭП от номинального значения | ±10% | ||
| Время непрерывной работы при проведении контроля (без снижения достоверности результатов контроля) | 8 ч | ||
| Средний срок службы системы | не менее 5 лет | ||
|
Условия эксплуатации при диапазоне рабочих температур (для блоков системы) |
1 - 40 °С | ||
| Условия эксплуатации при диапазоне рабочих температур (кроме системных блоков) | -30 ... +50 °С | ||
Комплектация*
- Блок системный (артикул D0160010)
- Модуль МАЦП.UT2-А5.2 (артикул D0190005)
- Модуль МУЗ-12.А5.2 (артикул D023004)
- Модуль МУСК.А5.2 (артикул D023003)
- Кабель Ethernet (артикул D0160011)
- Блок питания (артикул D0160012)
- Кабель питания 60 м (артикул D0160013)
- Кабель подключения сканера (артикул D0160014)
- Управляющий компьютер**
- Упаковка
**Вид управляющего компьютера может отличаться от фотографии.
АВГУР-Т эксплуатируется совместно со следующими сканирующими устройствами.
Сканер СК426T4
Артикул S0160122
- Диапазон контролируемых диаметров трубопроводов - от 426 мм до плоскости
- В комплекте продольные и поперечные треки на различные диаметры труб (от Ø426 мм до плоскости) и локальные треки
Сканер 426Т
Артикул S0160086
- Диапазон контролируемых диаметров трубопроводов - от 426 мм до плоскости
- В комплекте поставляются продольные и кольцевые трека в зависимости от диаметров контролируемых труб
- Кольцевые треки могут быть поставлены замкнутые и локальные
- Контроль аустенитных и перлитных сварных соединений
- Эксплуатация в тяжёлых промышленных условиях
Сканер 219Т
Артикул S0160087
- Диапазон контролируемых диаметров трубопроводов - от 219 до 800 мм
- В комплекте поставляются кольцевые трека в зависимости от диаметров контролируемых труб
- Кольцевые треки могут быть поставлены замкнутые и локальные
- Контроль аустенитных и перлитных сварных соединений
- Эксплуатация в тяжёлых промышленных условиях
Сканер 560
Артикул S0160088
- Диаметр контролируемых трубопроводов - 560 мм.
- В комплекте поставляется кольцевой трек.
- Контроль аустенитных и перлитных сварных соединений.
- Эксплуатация в тяжёлых промышленных условиях
Файл: pdf / 1.19 Мб
Язык: Русский Применение для контроля композитных сварных соединений АЭС ВВЭР-440 ЗАГРУЗИТЬ
Файл: pdf / 587.33 Кб
Язык: Русский Статья: Опыт применения автоматизированного ультразвукового контроля технологических трубопроводов из аустенитных сталей взамен радиографического контроля на примере строительства комплекса каталитического крекинга ЗАГРУЗИТЬ