Ультразвуковой контроль толстостенных объектов с помощью прореженных антенных решёток
В практике ультразвукового контроля встречаются объекты, толщина которых больше 200 мм или объекты, контроль которых проводится на многократно отражённых от его границ лучах. К таким объектам относятся корпуса реакторов атомных станций, главные запорные задвижки (ГЗЗ), сварные соединения роторов, тройники газопроводов и прочее. Восстановление изображений отражателей с высокой разрешающей способностью в основной и дополнительных плоскостях и с малым уровнем шума представляет собой нетривиальную задачу. Для её решения с помощью технологии фазированных антенных решёток (ФАР) требуются антенные решётки с числом элементов более 128 и соответствующая многоканальная аппаратура излучения и приёма эхосигналов обеспечивающая динамическую фокусировку по глубине (DDF) [1]. Но даже в этом случае поперечная разрешающая способность в основной плоскости и, уж тем более, поперечная разрешающая способность в дополнительной плоскости может оказаться недостаточно высокой.
Для получения высококачественного изображения отражателей для регистрации эхосигналов можно воспользоваться прореженной антенной решёткой (ПРАР), которая сканирует по всей поверхности объекта контроля [Рис. 1]. Под ПРАР подразумевается антенная решётка с индивидуальными призмами для каждого элемента, между которыми расстояние много больше длины волны [2] (Рис. 3). Изображение отражателей по измеренным эхосигналам можно восстановить, используя метод SAFT в трёхмерном варианте [3], [4], [5]. В сообщении приведены результаты контроля с использованием такого подхода.
Описание объекта контроля
На Рис. 1 показан объект контроля толщиной 297 мм из нержавеющей стали с аустенитным X-образным сварным соединением, по краям которого просверлено 8 пронумерованных боковых цилиндрических отверстий (БЦО) диаметром 6 мм. Контуры сварного соединения схематически показаны многоугольником жёлтого цвета. Скорость звука в нержавеющей стали равна 5,714±0,03 мм/мкс.

Рис. 1. Вид объекта контроля. Ось y направлена перпендикулярно плоскости рисунка
На Рис. 2 показано вид объекта контроля со стороны БЦО диаметром 2 мм. С этой же стороны по центру сварного соединения просверлено 7 БЦО диаметром 6 мм, которые пронумерованы от 1ц до 7ц.

Рис. 2. Вид объекта контроля со стороны БЦО диаметром 2 мм
Тип используемого ПРАР
Регистрация эхосигналов проводились с помощью ПРАР типа 6L1.8H30H45 с рабочей частотой 1.8 МГц с шестью элементами с расстоянием между элементами δx ≈ 6 <!-- [if gte mso 9]> <!-- [if gte mso 9]> мм. Размеры элемента равны Δx = 4 мм и Δy = 8 мм. Отметим, что в случае неограниченной апертуры фронтальная разрешающая способность в основной (xz) и в дополнительной плоскости (yz) не будет зависеть от глубины и будет равна размерам пьезоэлемента. Схематически конструкция ПРАР показана на Рис. 3. Первые три элемента рассчитаны на излучение продольной волны под углом 30 градусов, а с четвёртого по шестой – на излучение продольной волны под углом 45 градусов.
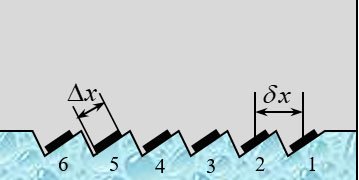

Рис. 3. Эскиз шестиэлементной ПРАР и схема при контроле объекта толщиной 300 мм. Ось y направлена перпендикулярно плоскости рисунка
ПРАР перемещался 597 раз с шагом 0,486 мм вдоль оси x, и 48 раз с шагом 1,5 мм по оси y. Измерялись эхосигналы при излучении первым элементом ПРАР и приёмом шестью элементами (первый выстрел) и излучении шестым элементом ПРАР и приёмом шестью элементами (шестой выстрел).
Восстановленные изображения
В этом разделе изображения B-типа для более удобного обозрения объеденены в матрицу за счёт выделения максимального значения изображения вдоль оси y. Контрастность изображений увеличена на 9 дБ для подчёркивания бликов малой амплитуды.
2D-изображение, работает только первый элемент ПРАР
На Рис. 4 показано 2D изображение B-, C- и D-типа и срез изображения вдоль оси y, восстановленное по эхосигналам излучённым и принятым первым элементом ПРАР, что эквивалентно использованию одноэлементного преобразователя работющего в совмещённом режиме. Видна левая граница сварного соединения. Высокий уровень реверберационного шума не повзоляет обнаружить блики БЦО 1, 2 и 3 и блики БЦО 1ц и 2ц расположенные в верхней части сварного соединения. Высокий уровень шума в сварном соединении не позволяет обнаружить блик БЦО 7ц и блик БЦО Ø2мм. Чуть ниже блика БЦО 4ц хорошо заметен ложный блик, сформированный эхосигналами, переотражёнными от границы сварного соденинения и БЦО 4ц. Таким образом, из 16 БЦО просверленых в образце удалось обнаружить 8.

Рис. 4. 2D-изображение отражателей при работе только первым элементом
2D-изображение, первый и шестой выстрелы
На Рис. 5 показано 2D изображение B-, C- и D-типа и срез изображения вдоль оси y. По сравнению с изображением на Рис. 4 уровень реверберационного шума уменьшился более чем на 9 дБ, а уровень шума в сварном соединении больше чем на 3 дБ. Хорошо видна левая граница сварного соединения. Блик БЦО 2 не виден, так как импульс проходит максимальное расстояние по сварному соединению. Если проводить контроль ПРАР при размещении её справа от сварного соединения, то блик БЦО 2 уверено выявляется. Блики БЦО 3 и БЦО 7ц слабо заметны. Из 16 БЦО просверленых в образце уверено обнаружить удалось 12. Ложный блик, который отмечен на Рис. 4, практически исчез, что связано с эффектом использования ПРАР, когда регистрируются эхосигналы выстрела. И чем больше расстояние между первым и последним элементами ПРАР, тем больше подавляются ложные блики.

Рис. 5. 2D-изображение отражателей по первому и шестому выстрелам
3D-изображение, первый и шестой выстрелы
На Рис. 5 показано 2D изображение B-, C- и D-типа и срез изображения вдоль оси y. По сравнению с изображением на Рис. 5 уровень реверберационного шума уменшился более чем на 6 дБ. БЦО 2 по прежнему не удалось обнаружить, а вот блики БЦО 7ц и БЦО Ø2мм стали более заметны. Фронтальная разрешающая способность в дополнительной плоскости по сравнению с 2D-изображением возросла, что особенно заметно на срезе изображения вдоль оси y. Из 16 БЦО просверленых в образце уверено обнаружить удалось 15.

Рис. 6. 3D-изображение отражателей по первому и шестому выстрелам
3D-изображение БЦО диаметром 2 мм
На Рис. 7 показан фрагмент 3D-изображения на Рис. 6 для более детального анализа бликов БЦО Ø2 мм. Хорошо заметен не только блик на прямой продольной волне (LdL), но так же хорошо заметны блики по акустической схеме LLdL (излучённая продльная волна отразилась от дна, отразилась от БЦО и была зарегистриована как продольная волна) и по акустической схеме LTdL (излучённая продльная волна при отражении от дна трансформировалась в поперечную, отразилась от БЦО и была зарегистрирована как продольная волна). Наличие этих трёх бликов позволяет уверено обнаружить БЦО диаметром 2 мм.

Рис. 7. Фрагмент 3D-изображения с БЦО Ø2мм
Заключение
Таким образом, можно сделать следующие выводы по результатам исследований, изложенных в данной заметке.
- Для контроля толстостенных изделий толщиной более 100 мм целесообразно использовать ПРАР из шести или восьми элементов, которые сканируют по поверхности объекта контроля. При одностороннем контроле образца сварного шва из аустенитных материалов и 3D-обработке эхосигналов из 16 БЦО уверено обнаружить удалось 15 (см. Рис. 6).
- Блик БЦО 2 при проведении контроля слева от шва не удалось выявить. Но при контроле справа от сварного соединения блик БЦО 2 уверено обнаруживается. Возможно, что при использовании двух ПРАР размещённых слева и справа от сварного соединения удастся обнаружить это БЦО.
- Блик БЦО диаметром 2 мм хорошо виден (см. Рис. 6 и Рис. 7).
- Анализ бликов БЦО 1ц при сканировании ПРАР слева и справа от сварного соединения говорит о наличии заметной анизотропии в сварном соединении. Её учёт позволит повысить качество изображения [1].
--
[1]. Braconnier D., Okuda S., Dao G. A Detailed Study of Inspecting Thick Parts Using Large Aperture Phased Arrays and DDF, URL: https://www.ndt.net/article/jrc-nde2009/papers/94.pdf (дата обращения: 27.09.2020).
[2]. Базулин Е.Г., Коколев С.А. Повышение отношения сигнал/шум при проведении ультразвукового контроля ремонтных заварок с использованием технологии прореженных антенных решёток // Дефектоскопия. 2013. №5. С. 45-58.
[3]. Bolotina I., Dennis M., Mohr F., Kröning M., Reddy K.M., Zhantlessov Y. 3D Ultrasonic Imaging by Cone Scans and Acoustic Antennas // 18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa.
[4]. Долматов Д.О., Седнев Д.А., Булавинов А.Н., Пинчук Р.В. Применение алгоритма расчета в частотной области в ультразвуковой томографии с использованием матричных фазированных антенных решеток и компенсацией непараллельности поверхности объекта контроля относительно плоскости сканирования // Дефектоскопия. 2019. № 7. С. 12-19.
[5]. Базулин Е.Г. Ультразвуковой контроль на однократно отражённом луче с использованием прореженных антенных решёток и трёхмерной обработки эхосигналов // Дефектоскопия. 2016. №1. С. 4-17.
[6]. Базулин Е.Г. Учёт анизотропных свойств сварного соединения при восстановлении изображения отражателей по эхосигналам, измеренным ультразвуковой антенной решёткой // Дефектоскопия. 2017. №1. С. 11-25.